

-
Products
-
2D Cutting

-
Tube Cutting
-
3D Cutting
-
BLT Intelligent Cutting
-
Industrial Software
-
-
Portfolio
-
-
2D Cutting Head
Tube Cutting Head
Plane Bevel Cutting Head
Structural Steel Cutting Head
-
Popular products
-
- Online Store
- Service & Support
- About BOCHU
- Investors Relations








If you need more glossary,contact haiwai@fscut.com
| 3-Step Toolpath | A part is cut by three steps to make it cut off from the plate. |
|---|---|
| 7-axis 4-chuck | On top of 7-axis pulling function, add a chuck between B1 and B2 to make sure the pipe in the loading area stable. |
| Add 3D Unfold | Design the 3D model of the product you need, and add its parts that need to be cut. |
| Add Duct Unflod | Add parts drawing file for cutting air ducts. |
| Aiming | Aiming is used to indicate where the laser is hitting the plate. |
| Align | It allows a graphic to be snapped to a line or arc when moving it. |
| Anti-fly Check | Anti-fly check refers to the detection and prevention of abnormal situations that may occur during high-speed movements in machine tools or NC systems, aiming to ensure operational safety and the normal operation of the machine tools and equipment. Aka, Overspeed Check. |
| Array | Copy an object quickly in large quantities. |
| Assist Gas | Assist gas, in the context of laser cutting and laser machining processes, refers to the gas used to enhance the cutting or machining performance and improve the quality of the process. |
| Assist Unload Holder | A Follow Holder behind the middle chuck, which assists in unloading the material. Refer to Loading/Unloading holder |
| Auto Center | The centering method is automatically selected according to the imported tubes. |
| Auto Grid | Create horizontal and vertical grids, and sort them in order according to the grid order. |
| Auto Sort | Automatic sequencing of toolpaths according to certain rules. |
| Auto Technique | Set the auto techniques before importing the parts. The techniques will be added to the imported parts automatically in batches. |
| B-axis center | The center of the B axis is the rotation center of the machine |
| Border Contour | It is to outline the outer frame of the part, and moving by running along the border contour can tell whether the part is within the sheet. |
| Break Gird | For "inner" graphics, the Break Gird function can be used to generate shredding lines to prevent the scrap from buckling and affecting the process. |
| Break Line | Break a continuous curve into two curves, which can be edited separately. Split Curve, aka. |
| Breakpoint | The position of the cutting head when the process is stopped or when machining is aborted. |
| Bridge | A workpiece may be scattered after cutting (e.g. advertising letters) and can be joined as a whole by bridging. |
| 3-Step Toolpath | A part is cut by three steps to make it cut off from the plate. |
|---|---|
| 7-axis 4-chuck | On top of 7-axis pulling function, add a chuck between B1 and B2 to make sure the pipe in the loading area stable. |
| Add 3D Unfold | Design the 3D model of the product you need, and add its parts that need to be cut. |
| Add Duct Unflod | Add parts drawing file for cutting air ducts. |
| Aiming | Aiming is used to indicate where the laser is hitting the plate. |
| Align | It allows a graphic to be snapped to a line or arc when moving it. |
| Anti-fly Check | Anti-fly check refers to the detection and prevention of abnormal situations that may occur during high-speed movements in machine tools or NC systems, aiming to ensure operational safety and the normal operation of the machine tools and equipment. Aka, Overspeed Check. |
| Array | Copy an object quickly in large quantities. |
| Assist Gas | Assist gas, in the context of laser cutting and laser machining processes, refers to the gas used to enhance the cutting or machining performance and improve the quality of the process. |
| Assist Unload Holder | A Follow Holder behind the middle chuck, which assists in unloading the material. Refer to Loading/Unloading holder |
| Auto Center | The centering method is automatically selected according to the imported tubes. |
| Auto Grid | Create horizontal and vertical grids, and sort them in order according to the grid order. |
| Auto Sort | Automatic sequencing of toolpaths according to certain rules. |
| Auto Technique | Set the auto techniques before importing the parts. The techniques will be added to the imported parts automatically in batches. |
| B-axis center | The center of the B axis is the rotation center of the machine |
| Border Contour | It is to outline the outer frame of the part, and moving by running along the border contour can tell whether the part is within the sheet. |
| Break Gird | For "inner" graphics, the Break Gird function can be used to generate shredding lines to prevent the scrap from buckling and affecting the process. |
| Break Line | Break a continuous curve into two curves, which can be edited separately. Split Curve, aka. |
| Breakpoint | The position of the cutting head when the process is stopped or when machining is aborted. |
| Bridge | A workpiece may be scattered after cutting (e.g. advertising letters) and can be joined as a whole by bridging. |
| By-part Sort | Sort the cutting paths by the curves of the outer frames. |
| Capacitance calibration | Measuring the capacitance and the position between the cutting head and the plate to control the Z-axis real-time follow. |
| Clip | Cut off a part of a graphic for manually optimising it. |
| Co-edge | Combining workpieces with shared edges to save machining length and improve efficiency. |
| Co-edge Array | A co-edge array is similar to an ordinary array, except that the result of the array is usually co-edged. |
| Compensate | Compensation (typically half the width of the cut line) is set to compensate for cut loss and ensure the part is cut precisely. |
| ConfigTool | It is where parameters of the machine tool are set, e.g. drivers, the range of the machine tool, |
| Cooling Point | The cutting head is cooled by turning off the laser and turning on the gas at the cooling point. |
| Copy with basepoint | Copy using the cursor position as the base point. |
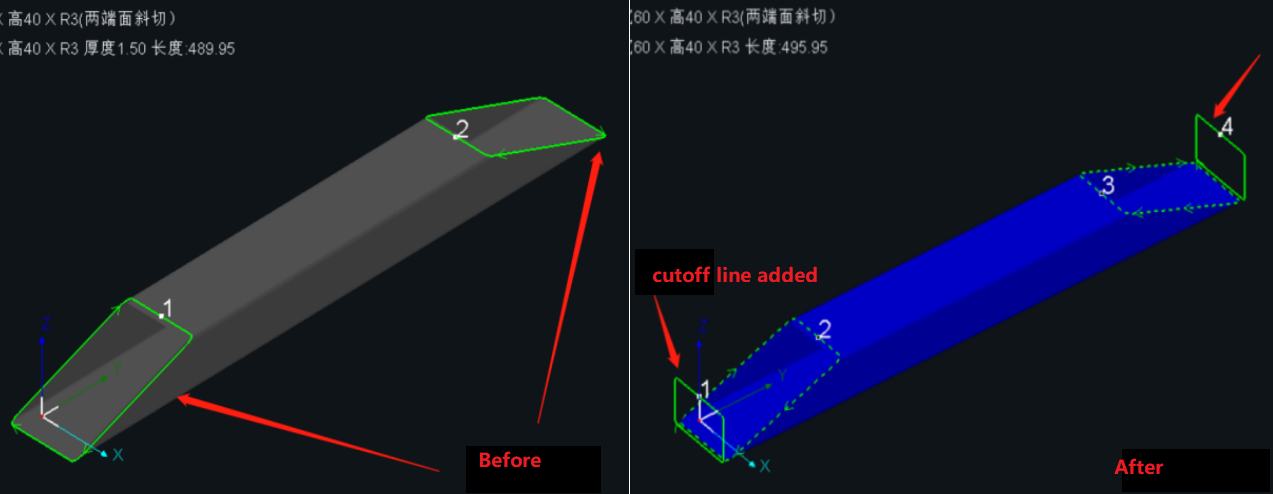
| Cutoff line | It is a multi-segment line, but with a special processing method that adds start and end extensions to the processing. Usually used to cut off the sheet, both starting and ending outside the plate. |
| Defilm | Remove rust from the surface of carbon steel plates; Remove protective film from the surface of stainless steel. |
| Defilm Gas | The gas commonly used to remove the protective film or coating on sheet metal before laser cutting is typically compressed air or nitrogen. These gases are used to blow away the film or coating from the surface of the sheet metal, ensuring a clean and uncontaminated surface for the laser cutting process. |
| Delay time | The time between the laseron and the laser moving along the path. It ensures that the laser can burn through the pipe. |
| Delete Duplicate | Remove graphics that visually overlap until only one remains. |
| Delete Invisible | Imported graphics may contain visually unnoticeable small graphics, resulting in a small display size, or may be moved to an unusual position during processing. These can be removed using the 'Remove Invisible' function. |
| Deslag | There will be a ring of slag around the pierced hole. The cutting head can blow and go in a spiral to blow off the slag at a higher height. |
| Deslag | Deslag refers to remove the slag created by laser cutting |
| Divide | Letters are very large and require the font graphics to be cut out first and then put together again. |
| Divide long hole | For long holes in the Y direction, divide it into multiple holes, and the tool path uses a C-shaped co-edge to avoid pulling the tube in the Y direction. |
| Dodge | To dodge is to process a tube as much as possible and reduce the tail length. Two types of Dodge Cutting head dodge: the cutting head can skip the MidChuck and cut between the MainChuck(B1) and the MidChuck(B2). MidChuck dodge:The chuck(B2) moves forward over the cutting head, so the MainChuck is closer to the cutting head. |
| DryRun | The difference between the DryRun and the actual cutting is: the DryRun does not turn on the laser, does not turn on the gas. Used for a complete inspection and simulation of the overall machining without actually cutting. |
| Dynamic Array | Duplicate selected objects in an Array by dragging the mouse. |
| End Alignment | The Z-shaped joint has a significant gap on the end face, making it difficult for the clamp to hold. By using the end alignment function, the cutoff line at the end can be added, as well as its MicroJoint , which facilitates the clamping process with the jaws.
|
| Explode | Explode Group = Ungroup. Break up the groups so that they can be operated separately. Explode polyline: Break a polyline into 'multiple straight lines'. |
| Extend | A path can be extended, following its original course, to the point of intersection with another path. |
| Fe/male joint | The cutoff line of two mitered parts is processed to generate a female/male joint. |
| Fill | Put a given part over the entire sheet according to specified rules. It is for cutting one type of shape. |
| Finetune R corner | Adjust the rounded corners of the rectangular tube (±3mm) |
| First GasOn Delay | The time when the gas comes out of the gas tank and completely fills the pipe until it blows out of the cutting head. |
| Fixed Height Cutting | This means that the Z-axis remains at a fixed height during the cutting process. |
| Flash Piercing | Fast variable-frequency perforation that improves the efficiency of thick plate piercing. |
| Flip section | Mirror the selected parts on the YOZ plane. |
| FlyCut | Cut regular shapes arranged in a regular pattern to improve cutting efficiency. |
| Follow Holder | According to the current graphic, the motor controls the holder to adjust the height with the rotation of the tube to ensure that the holder fits the tube. Forbid Holder: holder cannot lift. |
| Frame | The cutting head moves along a rectangle in the machine area according to the graphic range. |
| FrogLeap | The lift motion of the cutting head is like a frog (while the Z-axis is lifted, the XY-axis moves simultaneously, improving the efficiency of the Travel). |
| Further Sort Path | For co-edged part groups, nested-in-hole parts are cut first and then the outer parts, regardless of the cutting order of co-edged toolpaths. |
| Gap | Not cut a section before reaching the end. |
| GasOn Delay | The same kind of gas is in the gas channal, and the time for the gas to completely fill the pipeline will be shorter than the other two delays. |
| GasOn/Off | Click [GasOn] to turn on the gas, and the background color of the [GasOn] button changes to green. Click [GasOn] again to turn off the gas, while the bottom color of the [GasOn] button will be gray. |
| Generalized Cutoff | A graphic usually has two cutoff lines, the first and the last cutting shapes of a part, which are referred to as the front cutoff line and the rear cutoff line, respectively. In addition to the front and rear cutoff lines, there may also be other cutoff lines, known as generalized cutoff lines. |
| Group | By combining multiple shapes or groups to form a 'group'. The order within the "group", the position of the shapes and the layers are fixed so that they are not affected when sorting, dragging, etc. |
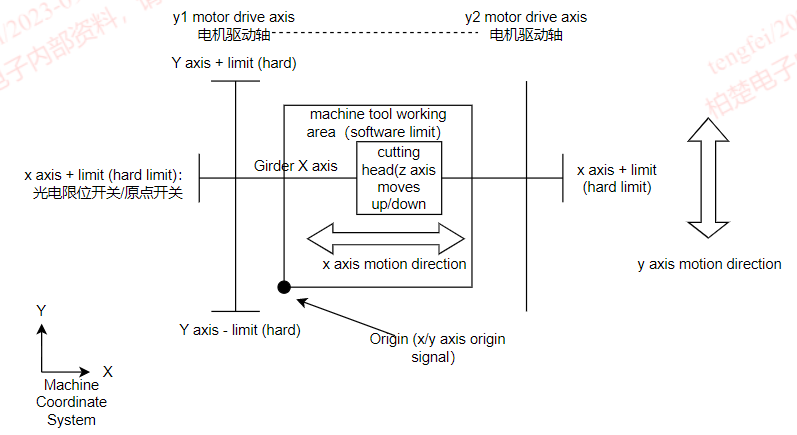
| Hard limit | The position that is limited by hardware and controlled by photoelectric switch. |
| Hit-Plate Check | Hit-plate check is to check whether there is a collision between the cutting head and the sheet/plate. Aka, Collision/Interference Check. |
| Identical Co-edge | Only the identical edge of parts will be co-edged(share the same edge). |
| Identify Inner/Outer Contour | The position of the leadlines can be determined from the inner and outer contours set. |
| In-group Sort | Automatic sorting of graphs within groups without breaking up the groups. |
| In-part Sort | Sort the cutting paths by the curves of the inner frames. |
| Independent curve | Curves generated by relying on the original curve, such as weld compensation and compensation curves, can be set as independent curves, and the original curve will not be kept. |
| Inner | The inner die is the leadlines are introduced from the inside. |
| Intersect hole | Round holes in round tubes, when required for through-assembly, and its cutting in the round tubes will cause interference during assembly, so vertical cutting is required. |
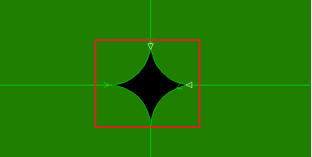
| Island Cut | If fillet parts or parts are co-edged after adding fillet compensation, the black area formed here is an island. When the cutting head cuts to this area, the entire island area will be cut first to avoid wrong cutting. This is an island.
|
| Jog cut | Laser on when jog. When running border contours, bursting is automatically performed at the vertex of the border, which will be easier to see compared to aiming. |
| Join Segment | CAD drawings often contain graphics that are visually connected but actually not. They can be connected by Join Segment. |
| Knit | Fitting polyline shapes with smooth curves and reducing discontinuous turning points to improve machining speed.Knit precision: When the distance between the first and last endpoints of a curve is less than the Knit Precision, it is allowed to merge/knit them. |
| Knit parts | A length limit is required for a part of the tube(the length of the part at the tail/end cannot be smaller than a certain value), so parts are combined into one part. |
| LaserOn/Off | Use technique parameters different from those used in normal cutting for a short distance at the beginning/end of the cutting path.Early Laseroff: A short distance before the end of the path will not be cut. It is used to leave a gap for easy unloading. |
| Leadline | Add a small section to the starting point in the scrap area to ensure that the part is intact at the start. 2 types of leadlines: leadin: A leadline that starts cutting from outside the part. leadout: A leadline that continues out of the part after the part contour is cut. |
| Limit | 2 types of limit
2 types of limit direction
|
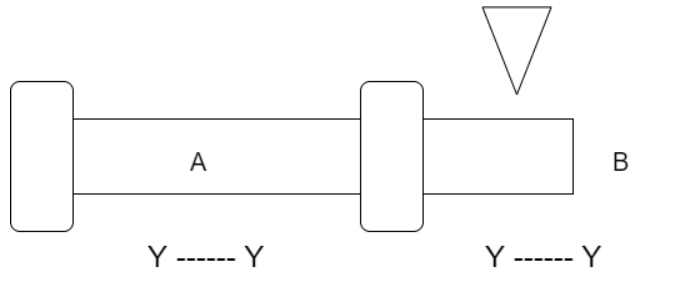
| Loading/Unloading holder | During cutting, the tube moves from A to B to be cut by the cutting head (shown as a triangle). The holder (shown as Y-----Y ) on the A side is called the loading holder, and the one on the B side is called the unloading holder.
|
| Local shortest path | Multiple unclosed curves that are end-to-end or close together are prioritized for sequential sorting. |
| Locate and no follow | Follow is deactivated and only locate, aka Z-axis Control. The cutting head reaches the specified coordinates through Z-axis displacement. |
| Long part nested at the tail/end | When nesting, the last part will be a long one, and you can set how long parts are considered as long parts. |
| Loop | |
| Loop work | The same drawing will be machined continuously, aka cyclic machining. |
| Manual Center | For shaped tubes with a center not found by the normal centering method, the deviation value between the drawing center and the rotation center of the shaped tube can be set manually. |
| Manual Sort | Click on the shapes in sequence to set the processing order. |
| MicroJoint | Tiny joints in the graphic to prevent parts from buckling or falling off after cutting. Smooth MicroJoint, aka Nano MicroJoint. |
| Multi-file | Enable multi-file processing, you can add files to be processed and configure an input port for each file. When an input port is triggered, CypCut can automatically open the corresponding processing file. |
| Multi-Plate | Break the drawing file into two files for dual-motor coiling machining. |
| Multi-station | The same drawing is machined after capacitive edge finding in different positions on a sheet. |
| Nest | Arrange the given parts on the sheet with maximum utilisation. |
| Nest-in-hole prior | Nest small parts into the inner hole of large parts to save material. |
| Out-plate Follow | The starting point ofcutting is outside the plate. During the cutting, the laser head will stay at the "reference height" for out-plate cutting, and will follow after entering the plate area. |
| Outer | The outer die is the leadlines are introduced from the outside. |
| OverCut | Cut an extra section after reaching the end. |
| Part Gap | The minimum interval between the parts nested |
| Path | Trajectory |
| Pendulum Length | Swing length. Set Bevel and Pendulum lengh parameters for calculation. |
| Photo Paper Test | Spot Test |
| Pierce Stage | The pierce level is by height. The cutting head moves down to the piercing height and starts to pierce in order, stage-3, stage-2 and stage-1 in order. |
| Pre-piercing | Before machining, all the starting points of the cutting path will be pierced first. |
| Pt CONT | Resume Breakpoint,Automatic locate to the place where the machining stopped, and resume machining. |
| Pt LOC | Locate Breakpoint. Automatic locate to the position where the machining stopped last time. |
| Quick Align | Automatic align the tube head before processing to save manpower and time. |
| Quick Cutoff | Rapid cutting off of remnant in the X- or Y-axis direction. Aka, Split Plate. |
| Quick resume | Continue cutting without piercing. |
| Recool | Along the original path, turn Laser off and Gas on to assist in the rapid cooling of the workpiece, reducing thermal expansion and contraction affects on the accuracy of the workpiece. |
| Relief | For sheet metal parts, a small hole needs to be made at the right angle of the bend to leave a little space for bending. It is the Relief. |
| Replace with bend line | Replace the narrow seam with a bending line. |
| Replace with Circle | Circles drawn in CAD are recognised as polylines or similar circles when imported for graphical accuracy, making it impossible to FlyCut, so these are replaced with circles. |
| Replace with Cross | Replace the selected graphic with a marked cross. |
| Replace with Point | Replace circular locating holes as isolated points that can be marked or perforated. |
| Return Mid | X and B return to the program zero point, and the position will be recorded as zero point after centering and leveling. |
| Return Origin | ReturnORG. When the mechanical coordinate system has deviated, the cutting head returns to the machine's origin and the coordinate system is initialized. |
| Return Zero | Move to the zero point of the graphic. |
| Reverse | Reverses the cutting direction of the selected graphics. |
| Ring Cut | Wrap around the ring when cutting sharp corners to cut a sharp point. |
| Rotate section | For shaped tubes that cannot be centered, adjust the orientation of the part (wide side up by default) to keep it consistent with the actual tube. |
| Round Corner | Make sharp corners into rounded corners for thick plates. |
| Seal | Start and end points overlap. |
| Short distance no lift | The cutting head does not go up in a short distance and moves to the start position of the next part. It is to improve the cutting effieciency and save time. |
| Short distance no probe | Smart Follow. In a short distance of Travel, the cutting head will not detect the position of the plate and compensate/correct the cutting path. |
| Simulate | Simulation of machining, e.g. speed, sequence, in the software. |
| Smaller Figure Prior | Arranges smaller area parts or coedge groups first. |
| Smart LaserOff | Aka, Slag-free cutting. It is a function that aims to reduce the unwanted residue or slag that forms along the cut edges of the material being processed. |
| Smart Piercing | BLT intelligent cutting head monitors the perforation process in real-time through sensors. Once a hole is pierced, it stops the perforation and immediately proceeds to the next piercing action. This effectively saves perforation time and improves production efficiency. Additionally, it helps to prevent issues such as blowouts, part scrap, and damage to nozzles or protective lenses that can occur when cutting starts before complete penetration of the hole. This capability greatly reduces the risk and cost associated with consumables. |
| Smart Sort | According to the position of the zero reference and the nesting of the parts, the optimal cutting path is automatically set. The options are By-part Sort and In-part Sort. |
| Smooth Line | Fitting polyline shapes with smooth curves and reducing discontinuous turning points to improve machining speed.Knit precision: When the distance between the first and last endpoints of a curve is less than the Knit Precision, it is allowed to merge/knit them. |
| Smooth Piercing | Smooth Pierce. By leveraging the advantages of a bus system, precise light emission is achieved in advance during the travel process, enabling fast piercing at high positions. This saves piercing time and enhances the efficiency of thin sheet metal processing. Aka, Fast Cutting, Ultradynamic Cutting.
|
| Snap | The cursor will automatically snap to the grid/graphic key points/graphic boundaries. |
| Soft limit | The position that is limited by the software and set in parameters. Refer to Limit |
| Sort | Optimise the cutting sequence of graphics to reduced Travel time and improved machining efficiency or to set the right sequence of internal and external cuts (inside to outside). |
| Sort by face | Cut all graphics on one face before cutting all graphics on the next face,. Faces are sorted clockwise, and the graphics on each face sorted from smallest to largest by Y |
| Sort from small to large by Y | The graphics on all faces of a tube are sorted according to the Y-axis coordinates, from small to large. |
| Special Toolpath | Special toolpath is a 3-step toolpath but dispalyed as one toolpath. |
| Spot Test | Check whether the lens is polluted through the photo paper test. Make sure that the photo paper is in a proper position under the cutter |
| Start Point | StartPt. The position of the start of machining of a graphic (the white point). |
| Tail length | Limited by the range of Y1, the main chuck cannot send the tube more forward to be cut. The remaining length of the tube is the tail length, which is the distance from the limit position of the main chuck to the cutting head. |
| Trajectory | The trajectory (path) of the cutting head. |
| Travel | A distance that the cutting head moves from one cutting path to another. |
| Vib Suppress | Aka, Vibration Suppression. It refers to the techniques or mechanisms employed to reduce or minimize unwanted vibrations during the laser cutting process. It is an algorithm to suppress jitters during the cutting process and improve the cutting result. |
| Weld kerf compensation | When cutting miter cut parts, the vertical cut will cause interference between two parts from being welded together. The section to be spliced will be compensated for the weld kerf, and TubePro will automatically adjust the tool path according to the wall thickness to release the interference. |
| Wrap Line | 2D graphics wrapped onto the tube surface to form a 3D graphic and form lines for cutting. |
| Z-shaped Joint | Both A and B are z-shaped joints when cutting H-steel. |
| Zero Ref | The dock position of the cutting head referring to the entire graphic. |
-

Download
-

Contact us
-

Online consultation

